

Contacts:钟先生
Email:121740864@qq.com
Phone:138-1293-0229
ADD:江苏昆山开发区前进东路579号
在塑料加工与成型领域,押出模具作为一种高效、精确的制造工具,其挤出原理不仅是技术核心,更是确保产品质量与生产效率的关键。本文旨在深入浅出地解析押出模具的挤出原理,带您一同探索这一精密过程背后的科学与艺术。
押出模具,简而言之,是一种通过外力作用,将加热至熔融状态的塑料材料通过特定形状的模具口模挤压成型的设备。这一过程看似简单,实则蕴含着复杂的物理变化与精密控制。其基本原理可以概括为:原料塑化、挤压成型、冷却定型三个主要步骤。
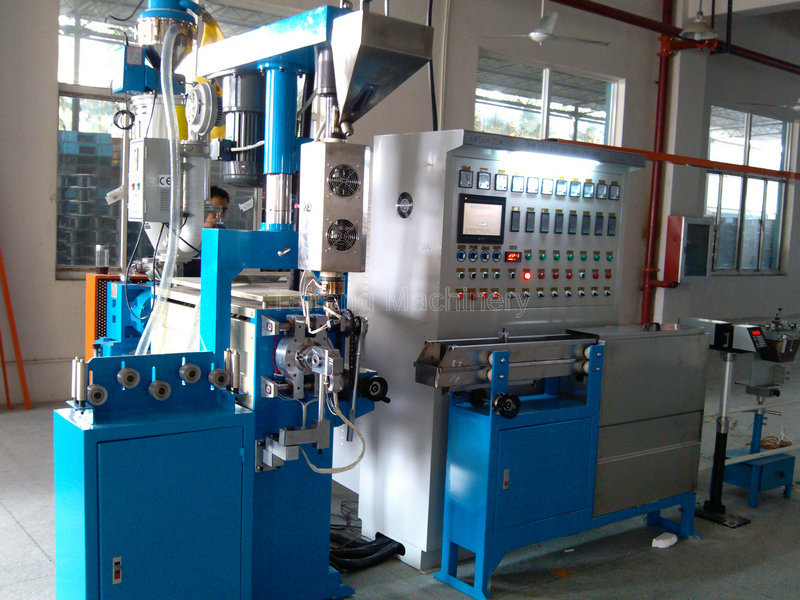
一切始于原料的塑化过程。塑料颗粒在挤出机的料斗中被送入,随着螺杆的旋转推进,物料逐渐被压缩、剪切、混合,并在外部加热和内部摩擦热的双重作用下,由固态转变为均匀的熔融态。这一阶段,温度控制至关重要,它直接影响到塑料的流动性和最终产品的质量。
熔融的塑料在连续的压力驱动下,被推送至押出模具的口模处。模具的设计决定了产品的截面形状和尺寸精度。当熔融塑料通过模具时,受到模具内壁的限制,被迫按照预定的形状挤出,形成连续的型材或制品。这一步骤中,模具的温度、压力以及挤出速度需精确调控,以确保制品表面光滑、尺寸准确且无内应力。
离开模具后的热塑性型材需要迅速冷却以固定形状,防止变形。通常采用空气冷却、水冷或特殊的冷却装置来实现。冷却过程中,塑料继续固化收缩,直至完全硬化,达到预期的机械性能和外观质量。此阶段冷却速率的控制同样关键,过快可能导致产品翘曲,过慢则影响生产效率。
押出模具的挤出原理是一个集物理变化、精密机械设计与严格控制于一体的复杂过程。从原料的选择预处理,到塑化、挤出成型,再到最后的冷却定型,每一个环节都需精心调控,才能确保最终产品的高质量。随着材料科学的进步和制造技术的发展,押出模具技术正不断向更高精度、更高效率、更环保的方向迈进,为各行各业提供优质的塑料制品解决方案。通过对这一原理的深入理解,我们不仅能优化现有工艺,还能激发创新思维,推动整个行业的持续发展。
Service Hotline
 中 文
中 文 English
English Español
Español Россия
Россия


